Injection moulding and additive manufacturing / 3D printing are often used as manufacturing techniques for plastic parts such as drink bottles, lids, caps, covers, housings, brackets, packaging, car parts and toys.
Is it the case of injection moulding vs 3D printing? How does one choose which manufacturing process is better suited? Why not both? When starting a project involving plastic manufacturing, the factors to consider include material properties, process’s flexibility to design change, precision, finish, volumes, time and cost.
To compare both manufacturing processes, the following overview recaps pros and cons of injection moulding and 3D printing.
First of all, is it injection moulding or injection molding? Injection moulding originates in Britain and is often used in Australia and Canada while injection molding is the American spelling. Since Additive Engineering is based in Australia, we use injection moulding to answer enquiries about injection molded parts, mold cavity, injection molder, manufacture of injection mold, plastic injection molding, 3D printed injection molds / printed molds and an injection molding machine.
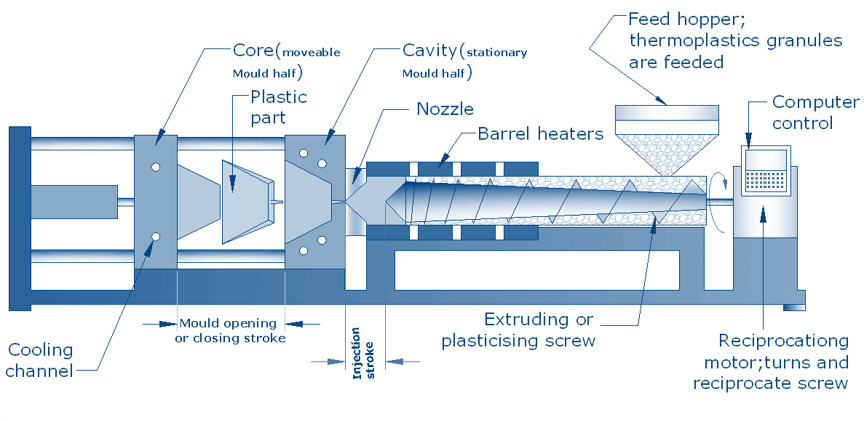
Injection moulding makes use of moulds or dies. The part design is used to create the inverse in split-die tooling, the tooling cavity is traditionally referred to as female die and the other as the male. These dies are commonly CNC machined out of metal material such as aluminium or tool steel that can handle molten material. Molten material is poured into the mould via an injection method and the moulds are cooled to release complete plastic parts. There is also metal injection moulding, although the following will focus on plastics.

3D printing or additive manufacturing refers to the process where the material is built layer by layer. 3D printing creates 3D objects by slicing a computer aided design (CAD) file into layers to reproduce the physical part using filament or powder material. Contrary to popular belief, filament based 3D printing (Fused deposition modeling FDM or Fused filament fabrication FFF) is not the same as powder bed fusion 3D printing such as selective laser sintering (SLS) or Multijet fusion (MJF). FDM parts tend to require support structures, have uneven strength in some directions, has a strong layering effect which could result in shear failure (separation) and the nozzle tends to limit precision. This limits FDM printers to low strength rapid prototyping. Common plastic filament material includes ABS, PLA and PET.
On the other hand, a SLS 3D printed part can be used as an end use product, made by precise sintering layers of nylon powder with the use of powerful lasers, without the need for support structures. Such high performance 3D printing machines tend to cost more.
Other plastics 3D printing include Stereolithography (SLA) and Material jetting such as Polyjet 3D printing. SLA technologies is typically used in high precision and low cost single use parts.




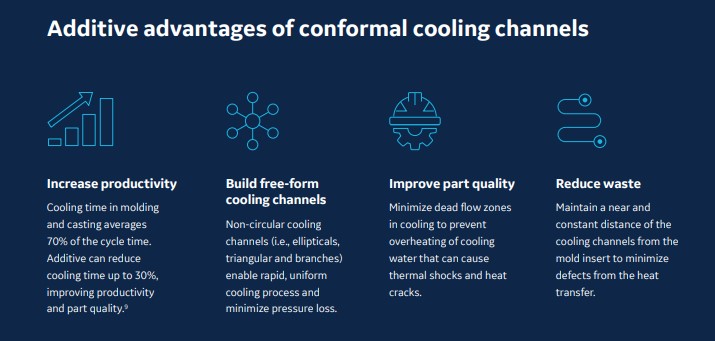
Metal 3D printing can also be used as a manufacturing method to 3D print injection moulds. This is one of the latest innovations in established 3D printer markets such as the US and is a game changer for the plastic injection moulding manufacturers, especially when cnc machining is most commonly used in manufacturing molds in injection molding. 3D printed free-form cooling chambers has considerably reduced cooling time over machined straight channels by lowering polymer and cavity surface temperatures. 3D printed inserts for injection molded tools is another quick way to for custom injection moulding and modify before committing to production tooling. Quicker cycles increase productivity, more variants and more uniform cooling improves part quality and minimises defects from heat transfer. Not all 3D printer for metal is alike, ask us which is best suited for your requirements in precision and manufacturing conditions.
The 3D printing process for manufacturing works best with low volumes, when it is difficult to justify tooling costs. 3D printing parts including prototypes help the customer’s decision making process and has less cost implications with modifications as compared to the traditional injection molding process.
Anyone can access multiple plastic and metal 3D printing processes with the use of Additive Engineering’s 3D printing service, 3D printing material and expertise.
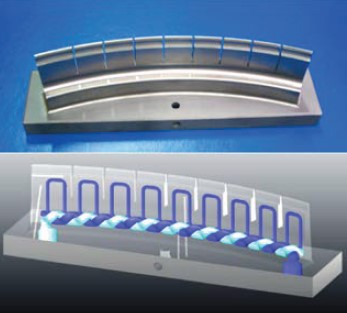
Small, unique cooling channels inside the mould of a bucket lid insert allow for parallel cooling of small geometries not possible with other methods. Results : Faster heat transfers due to short channels. Uniform cooling of material, maintained properties


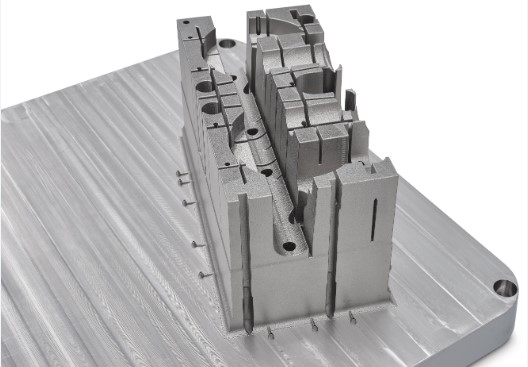
An Industrial moulding company utilised metal 3D printing (Direct metal laser melting) technology to 3D print a mould core with conformal cooling channels. The core contained eight independent, internal conformal cooling channel at 5-8mm in diameter. 3D printing lends design freedom for a more efficient heat exchange and imcrease the overall injection moulding process’ productivity through decreased cooling cycle time, defects and improved the injected plastic parts’ aesthetics.
Metal 3D printing reduced finishing requirements by 90%
Total manufacturing time from powder to mould assembly was reduced by 30%
Similar to injection moulding, thermoforming or vacuum forming is often used in plastic manufacturing, although only the female die or the male die is utilised. This is a single sided plastic fabrication process and typically has lower tooling costs , easier to adjust, is suitable for product development and prototyping as well as options of bright colour and texture. Thermoforming is ideal for low volume production quantities of a few hundred to a thousand parts. Fun fact! Thermoforming is often used in point of sale displays, which has lower volumes , frequent design changes and at short notice, these moulds can be 3D printed in high performance plastic much faster and at lower costs.

Urethane casting or vacuum casting is another method that creates molds quick and fast. It begins with creating a master pattern either by CNC machining or 3D printing. The master pattern is then placed in a sealed box, covered in liquid silicone to be cured. Once set, the silicone block is cute in half and a mold is made. While both vacuum casting and injection moulding uses moulds, the main difference is urethane casting uses gravity to fill the moulds while injection moulding uses a pressurized nozzle to inject mould with molten plastic. Typically a polyurethane material is used to create parts in production grade plastics and is cured in ovens. Silicone moulds are less durable and is only ideal for small batch of up to 100 units.
Additive Engineering offers vacuum casting services. Contact us for more info or to get a quote.

Strengthen existing plastics manufacturing with 3D printing to enhance production efficiencies
There is a misconception in the manufacturing world that 3D printing is going to replace injection moulding, especially with the proliferation of 3D printing technologies in recent years. Injection moulding is still used in the majority of plastic parts for industry due to the familiarity of quality and process as well as speed for mass production.
With the high initial cost set up and time-consuming nature of injection moulding tooling design, 3D printing is more accessible for prototyping and testing of design before tooling commitments. The cost of modifications in injection moulding is high unless metal 3D printed inserts are considered, or the use of 3D printed conductive metal to improve heat dissipation in concentrated areas and 3D printing of injection moulds with conformal cooling chambers.
Rather than seeing 3D printing as a potential replacement for injection moulding, these two manufacturing technologies can be complementary and used together to improve quality of plastic products, shorten pre-production cycles, take advantage of mass customisation to cater to more product variants before moving onto large batch production.

All manufacturing methods have their own strengths and disadvantages and which process to use depends on what requirement is a priority. In some cases, metal 3D printing could even manufacture inserts and complex injection moulded tools with conformal cooling chambers to improve traditionally injection moulded products.
3D printing is great for batch production of less than 1000 parts, suitable for complex part that may require mass customisation, frequent design changes and can be used for creating a 3D printed mold. Injection moulding, on the other hand, is better for bulk production in the thousands of simple designs.
The good news is, at Additive Engineering, we offer injection moulding, vacuum casting, metal and plastic 3D printing services with a range of 3D printer options and an experienced team to support you.
Whatever you are most familiar with, whether it is ‘printing vs injection molding’, interests in ‘3D printed injection mold’, if you have an plastic part project, additive manufacturing enquiries or past experiences with different 3D systems, we like to hear from you.

Here’s our quick summary guide.
If there is a material that is not listed, contact us with your requirements.