There are many powder bed fusion technologies for metal 3D printing , of which Direct Metal Laser Melting (DMLM) or Direct Metal Laser Sintering (DMLS) have been around for as long as metal 3D printing has existed.
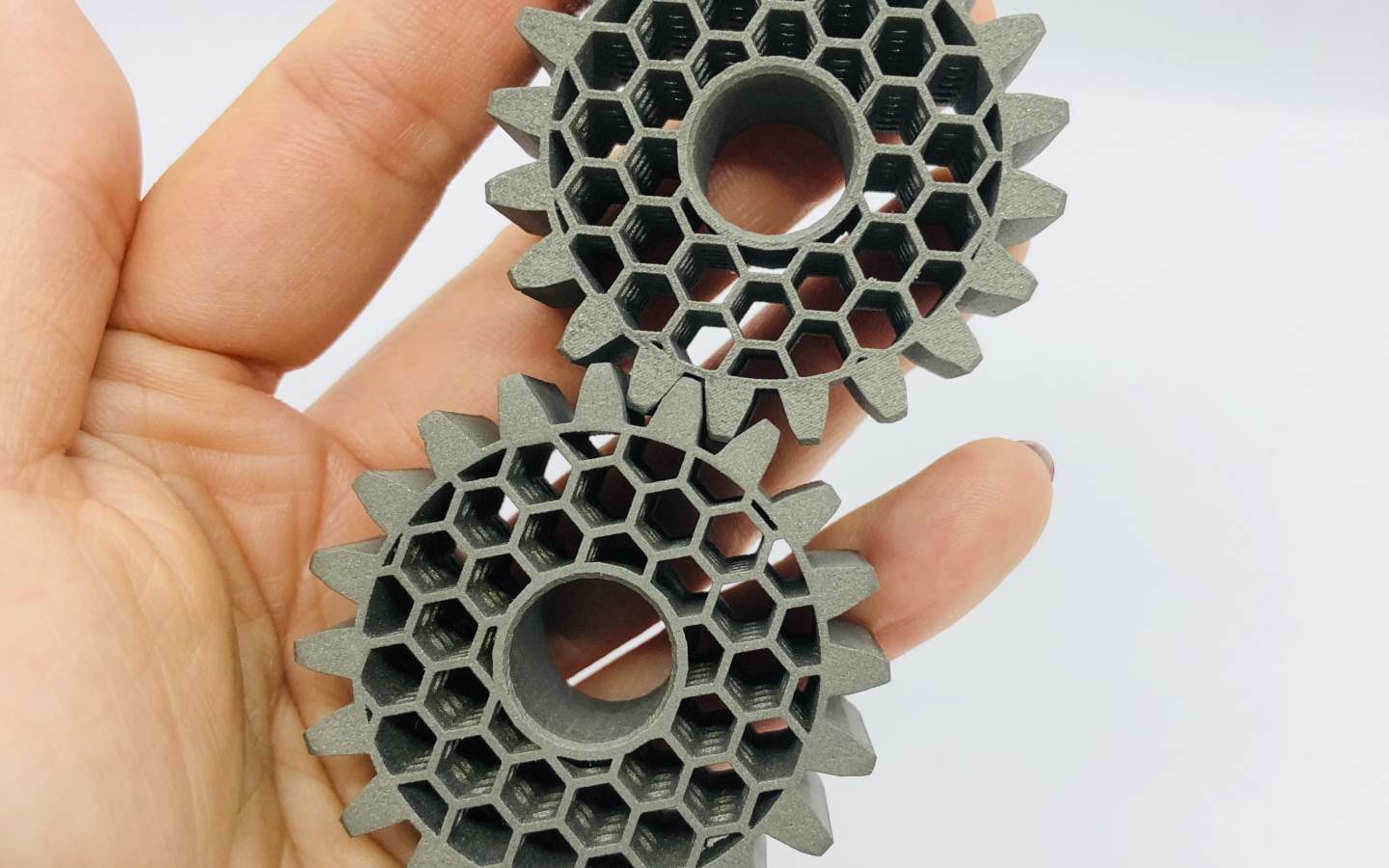
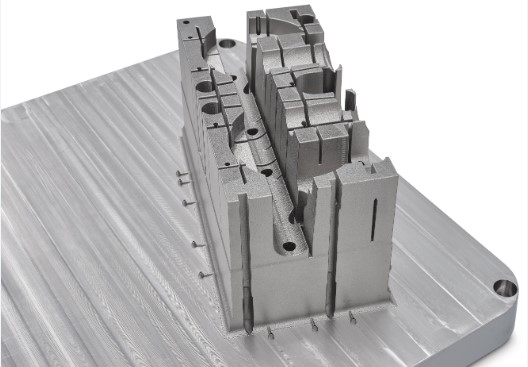
DMLM is an additive manufacturing process that uses lasers to melt ultra-thin layers of metal powder to build complex 3D objects. A CAD model generates a STL file which is then sliced with software to be uploaded to a machine to build the part one cross section layer at a time. The use of a laser fully melts sections in the layer of metal powder to form a complex part that is fine, 100% dense and homogenous. Parts build using DMLM have excellent mechanical properties and are comparable to wrought (forged) materials, high detail resolution and exceptional surface quality. The final metal parts require little, if any, finishing.